
dostawca precyzyjnego procesu tłoczenia na zimno

Opis
| Rodzaj produktu | spersonalizowany produkt | |||||||||||
| Usługa w jednym miejscu | Opracowywanie form i projektowanie – przesyłanie próbek – produkcja seryjna – kontrola – obróbka powierzchni – pakowanie – dostawa. | |||||||||||
| Proces | tłoczenie, gięcie, głębokie tłoczenie, produkcja blach, spawanie, cięcie laserowe itp. | |||||||||||
| Materiały | stal węglowa, stal nierdzewna, aluminium, miedź, stal ocynkowana itp. | |||||||||||
| Wymiary | według rysunków lub próbek klienta. | |||||||||||
| Skończyć | Malowanie natryskowe, galwanizacja, cynkowanie ogniowe, malowanie proszkowe, elektroforeza, anodowanie, czernienie itp. | |||||||||||
| Obszar zastosowań | Części samochodowe, części maszyn rolniczych, części maszyn inżynieryjnych, części inżynierii budowlanej, akcesoria ogrodnicze, przyjazne dla środowiska części maszyn, części statków, części lotnicze, łączniki rurowe, części narzędzi sprzętowych, części zabawek, części elektroniczne itp. | |||||||||||
Zalety
1. Ponad 10 latwiedzy specjalistycznej w zakresie handlu zagranicznego.
2. Zapewnijkompleksowa obsługaod projektu formy po dostawę produktu.
3. Szybki czas dostawy, ok30-40 dni.W magazynie w ciągu tygodnia.
4. Ścisłe zarządzanie jakością i kontrola procesu (ISOcertyfikowany producent i fabryka).
5. Bardziej rozsądne ceny.
6. Profesjonalna, nasza fabryka mawięcej niż 10lat historii w dziedzinie tłoczenia blach.
Zarządzanie jakością

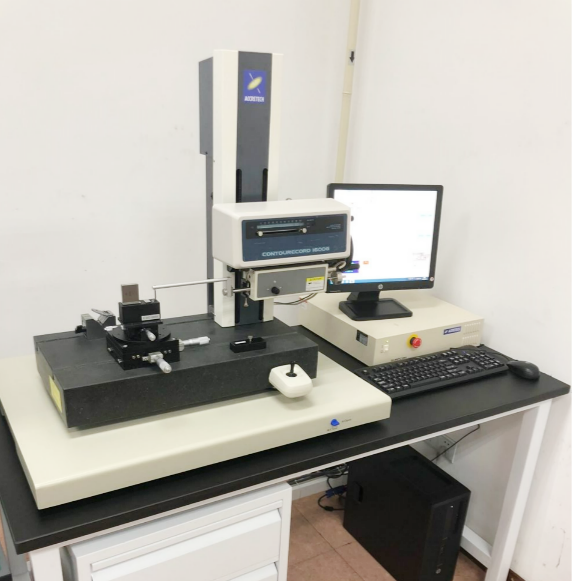


Przyrząd do pomiaru twardości Vickersa.
Przyrząd do pomiaru profilu.
Spektrograf.
Instrument z trzema współrzędnymi.
Zdjęcie przesyłki




Proces produkcji
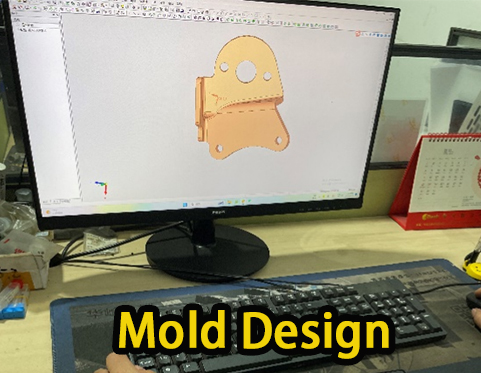



01. Projekt formy
02. Przetwarzanie form
03. Obróbka cięcia drutu
04. Obróbka cieplna form
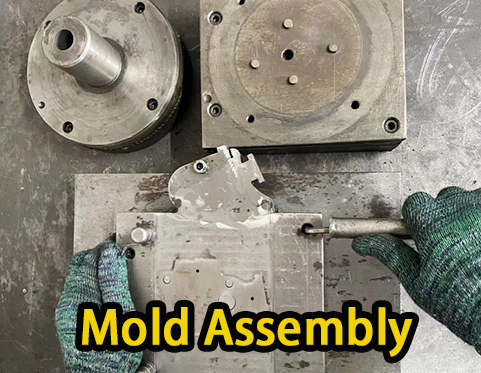



05. Montaż formy
06. Debugowanie pleśni
07. Gratowanie
08. galwanizacja
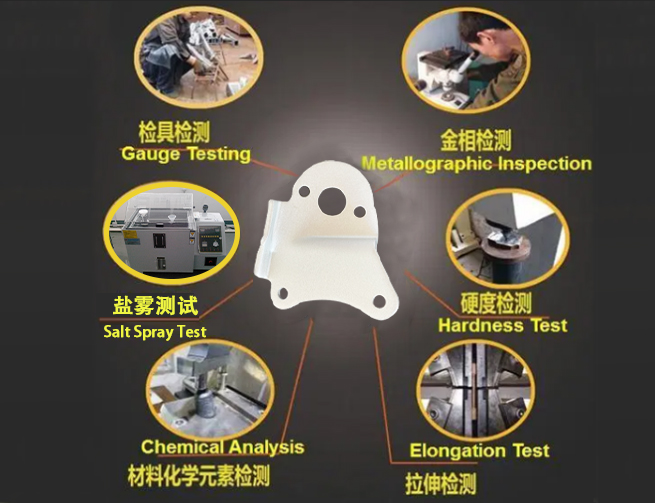

09. Testowanie produktów
10. Pakiet
Podstawy stemplowania
Tłoczenie (zwane także prasowaniem) polega na umieszczeniu płaskiego metalu w postaci zwoju lub półwyrobu w maszynie do tłoczenia.W prasie powierzchnie narzędzi i matryc nadają metalowi pożądany kształt.Wykrawanie, wykrawanie, gięcie, tłoczenie, wytłaczanie i wyginanie to techniki tłoczenia stosowane do kształtowania metalu.
Zanim będzie można uformować materiał, specjaliści zajmujący się tłoczeniem muszą zaprojektować formę za pomocą inżynierii CAD/CAM.Projekty te muszą być tak precyzyjne, jak to możliwe, aby zapewnić odpowiedni prześwit dla każdego stempla i zagięcia w celu uzyskania optymalnej jakości części.Model 3D pojedynczego narzędzia może zawierać setki części, dlatego proces projektowania jest często dość skomplikowany i czasochłonny.
Po ustaleniu projektu narzędzia producenci mogą skorzystać z różnych usług obróbki skrawaniem, szlifowania, cięcia drutem i innych usług produkcyjnych, aby ukończyć jego produkcję.
Proces projektowania tłoczenia metali
Tłoczenie metali to złożony proces, który może obejmować różnorodne procesy formowania metalu – między innymi wykrawanie, wykrawanie, gięcie i wykrawanie.
Wykrawanie: Proces ten polega na wycinaniu przybliżonego konturu lub kształtu produktu.Celem tego etapu jest zminimalizowanie i uniknięcie zadziorów, które mogą zwiększyć koszt części i wydłużyć czas dostawy.Ten krok polega na określeniu średnicy otworu, geometrii/zbieżności, odstępu od krawędzi do otworu oraz miejsca włożenia pierwszego stempla.
Gięcie: Kiedy projektujesz zagięcia tłoczonych części metalowych, ważne jest, aby pozostawić wystarczającą ilość materiału na boku - upewnij się, że projektujesz część i jej półfabrykat tak, aby było wystarczająco dużo materiału do wykonania zagięcia.
Wykrawanie: Ta operacja polega na gwintowaniu krawędzi tłoczonej części metalowej w celu spłaszczenia lub odłamania zadziorów;tworzy to gładsze krawędzie w odlanych obszarach geometrii części;dodaje to również dodatkowej wytrzymałości zlokalizowanym obszarom części i może być stosowane w celu uniknięcia wtórnej obróbki, takiej jak gratowanie i szlifowanie.
Kategorie produktów
-

Łączniki konstrukcyjne z blachy o wysokiej wytrzymałości...
-

Precyzyjne, niestandardowe gięcie ze stali nierdzewnej ...
-

Precyzyjnie dostosowane części z blachy miedzianej
-

Dobrej jakości niestandardowe metalowe części do gięcia...
-

Niestandardowe tłoczenie blachy Obróbka części metalowych
-

Dostosowana fabryka czterostronnych form do gięcia metalu





